

















数控车床主轴的回转精度是机床的重要精度指标之一,它是决定零件加工表面几何形状精度、表面波度和表面粗糙度的主要因素。每一台数控车床主轴的径向跳动精度和轴向窜动精度在出厂前,必须要符合ISO 或GB标准,如何保证每一台数控车床主轴的回转精度都符合标准是关系到产品质量。所以主轴相关零件的加工精度都符合图纸要求之外,还要求在安装及调试主轴精度时要注意每个零件的安装细节,使每一个零件都发挥其所应有的精度,使控制主轴回转精度起到事半功倍的作用。
一、主轴回转精度检测要求
某一台数控车床主轴回转精度要求:主轴端部的跳动精度:主轴的轴向窜动精度a≤0.01mm;主轴轴肩的跳动精度b≤0.015m。主轴锥孔轴线的径向跳动精度:靠近主轴端面a≤0.01 mm.距a点L(300mm)处b≤0.02mm。主轴定心轴颈的径向跳动精度a≤0.01mm,这些精度要求是机庆出厂前或交付用户时必检的内容,是衡量机床质量的主要标准。
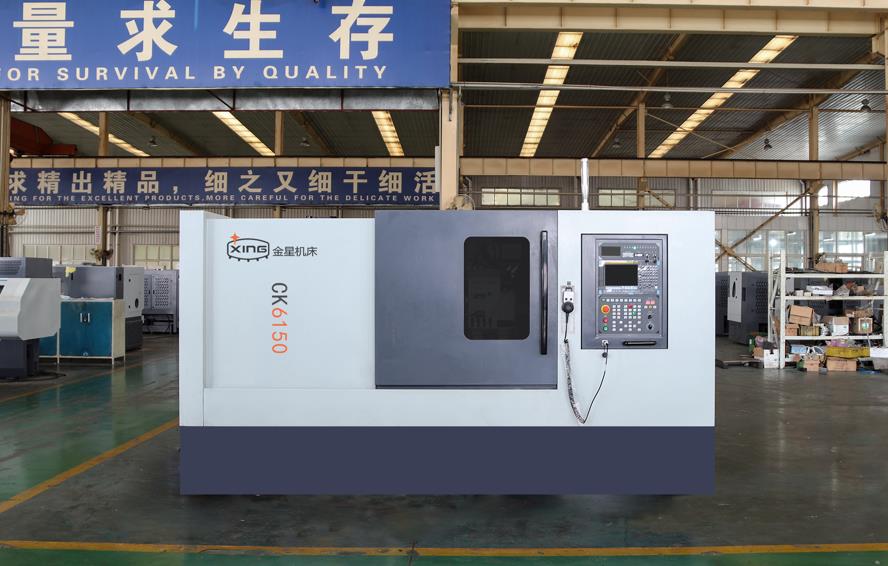
作为一家成立五十多年的数控车床厂家——金星机床,随着数十年研发制造经验的积累,在数控车床主轴设计和装配有独到的经验,公司生产的大型斜床身数控车床CK6150,主轴调到达到3μm,远超行业标准。
二、影响主轴回转精度的因素
主轴回转精度是指和床在装配后,主轴前端安装工件或刀具部分的径向和轴向跳动的大小。主轴口转精度取决干主轴部件的主要零件,:主轴、轴承、支撑孔座、调整帽母、隔套等的制造精度和装配质量等。
主轴制造误差:主要包括主轴支承轴颈的圆度误差、同轴度误差(使主轴轴心线发生偏斜)和主轴轴颈轴向本载面与轴线的垂直度误差(影响主轴轴向窜动)。
主轴支承座孔:其尺寸和形状误差同样也会使主轴轴心发生偏斜与轴向窜动。
轴承误差:轴承误差包括滑动轴承内孔或滚动轴承滚道的圆度误差,滑动轴承内孔或滚动轴本滚道的波度,滚动轴承滚子的形状与尺寸误差,轴本定位端面与轴心线垂直度误差,轴承端面之间的平行度误差,轴承间隙以及切削中的受力变形等。
轴向固定轴承用的调整螺母、隔套、垫圈等零件的端面对其轴线不垂直以及端面间不平行。都会使轴承在装配时受力不均而发生歪斜,并引起滚道畸变,同时还会使主轴产生弯曲变形,从而影响主轴部件的回转精度。
除了零件制造精度对机床回转精度造成影响之外,主轴部件的装配和调整质量与主轴部件回转精度有密切关系。影响主轴部件装配和调整质量的因素主要有工人装配的熟练程度和外构件的制造精度(比如锁紧螺钉端部的是否平整)。
更多资讯
2025-06-18
2025-04-29
2025-03-26
2025-02-14
2025-01-25
2024-07-03







 15653996966
15653996966