


















1、 数控机床的安装:拆机床外包装,拆掉固定机床的4个螺栓,使用3吨叉车铲起机床,同时将调整垫铁安装到底座上。

2、数控机床的通电:机床一般使用三根动力线380V,一根接地保护线,要注意电缆线的平方数,在机床说明书的线路图中都有明确标注。例:CAK6130h要求单根2.5平方毫米,电压380V±10%,如果电压太低将会导致主轴旋转不稳定。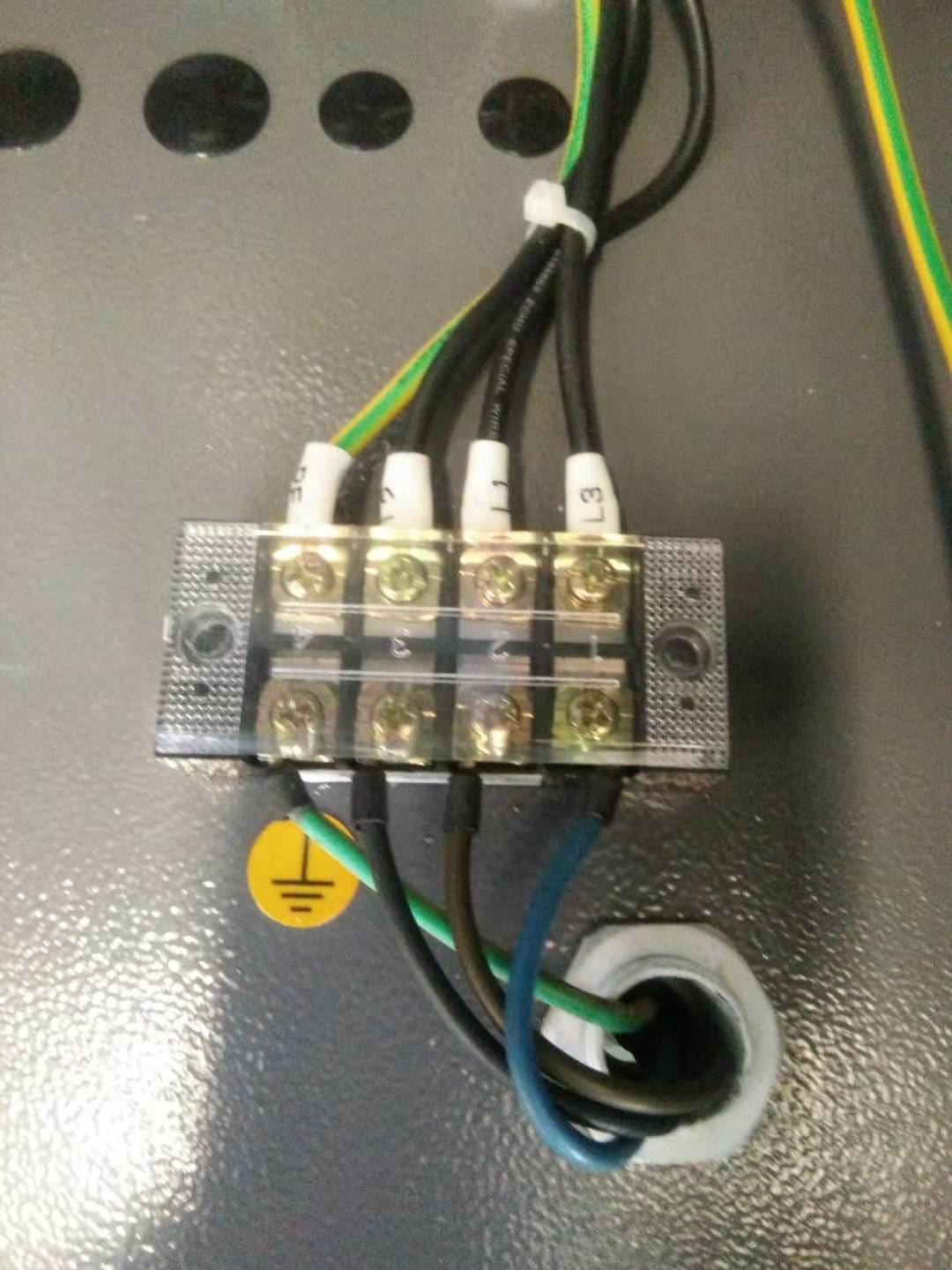
注意:⑴通电之前先将电器箱打开,查看短路器是否有跳闸的,如有跳闸的先将短路器合闸。⑵通电之后,三相电源时应作相序检查,操作步骤:①在系统侧按手动键——换刀键,如电动刀架电机有反应,但是刀架不转,则相序接反,将三相动力线中的任意两根互换位置。②如是排刀架,就按冷却键,看水泵是正转还是反转。
3、 机床加油、加冷却液
(1)自动润滑泵加油:要加20号机械油,一定要干净,如不干净会将计量件堵塞,导致丝杠床身无法润滑。
(2)如是带液压站机型:液压站加46号抗磨液压油。
(3)机床水箱加冷却液。
4、机床的清洗:开动机床之前要先将防锈油清洗干净,以免防锈油进入丝杠、滑板内,导致机床损坏,清洗干净后:先按系统面板处的润滑键,先将丝杠滑板处润滑,也可以用油枪润滑。
5、机床的水平调整:采用三点调整法,保证两个方向都在0.02mm以内。工具一般使用框式水平仪、撬杠、垫木、榔头、细铁棒。操作步骤:
(1)先将两个水平仪垂直放置在工作台中央,调整垫铁使水平大体调好。
(2)来回移动大托板到靠近卡盘处、床身中间、靠近尾座处三点,将床身的扭曲调好,否则加工外圆时将出现大小头。
6、试机床各个动作正常后,编一程序,车直径50mm,长100mm,用千分尺测量圆柱度小于等于0.01mm,圆度小于等于0.005mm.
机床调试完毕,可以正常使用!
更多资讯
2023-12-29
2023-10-31
2023-10-30
2023-06-28
2023-04-18
2023-03-11







 15653996966
15653996966