

















生产中经常遇到在回转类零件的端面上打偏心孔或者多个面需要加工的问题,通常采用的方法是在卧式加工中心上加工。长度比较长的零件采用工作台旋转加工,两端偏心距的同轴度取决于工作台的分度精度:对于长度较短的零件,常采用手动摇转盘进行分度,两端偏心距的同轴度很大程度上取决于转盘的分度精度。由于转盘分度精度的限制,对一些要求较高的零件,两端的同轴度不易保证,对此我们在立式加工中心上采用第四轴旋转,较好地解决了此类问题的加工。
具体方法是在立式加工中心上用分度头夹紧花盘或者卡盘,采用伺服分度头的旋转完成零件的加工,对于较大的多面体工件,采用数控分度头、桥板、圆形尾架的组合,工件采用工装液压或者气动夹紧,整个单元采用伺服控制,能很好的完成复杂工件如汽车差速器壳体。
下图为汽车差速器壳体加工示例
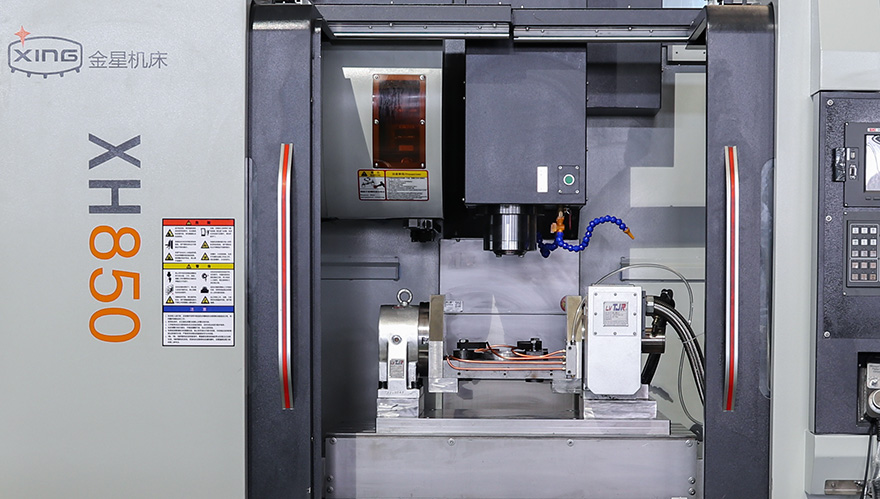
此方法可以把零件加工范围推广为多个曲面上有孔及长槽等的异形零件类及小型箱体类零件。采用卧式加加工方式工夹具偏置设置的方法,很方便地控制零件到基准面的尺寸,再通过一系列地钻、镗、铣等粗、精加工,能达到图样要求。
总结多种零件的加工经验,我们认为:在立式加工中心上通过旋转轴角度的任意转动,一次装夹能实现多个曲面上钻、镗、铣等的加工,使一些过去只能在卧式机床上加工的零件也能在立式机床上加工。通过把卧式加工转换为立式加工,扩展了立式数控机床的加工范围,也极大降低了企业采购成本。
更多资讯
2023-12-29
2023-10-31
2023-10-30
2023-06-28
2023-04-18
2023-03-11







 15653996966
15653996966