











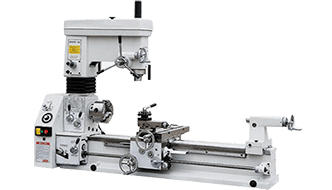






数控车床是主要用车刀对旋转的工件进行车削加工的机床。在数控车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。车床是一种历史很悠久的机床设备,自从古代就有车床的存在,只不过古代的车床比较简单,加工的工件也非常简单,随着科学技术的进步与发展,随着工业革命的一次次兴起,各种机床设备应运而生,车床也得到了突飞猛进的发展和进步,现在的车床一般都是加工一些轴类零件、盘类零件、套类零件和垫类零件,而且一般情况下车床都具有刀架,用来安装刀具,车床的加工形式是以工件的旋转运动为主运动,刀具的运动为进给运动,通过这两种形式的运动来完成车削加工,把零件通过三爪卡盘装夹在机床主轴上,并且高速旋转,然后用车刀按照回转体的母线走刀,切削出产品的外型来,除此之外,车床还可以进行内孔、螺纹、咬花等加工形式,螺纹和咬花的加工属于低速加工。数控车床具有车床的基本加工形式,而且数控车床可以完成很多车床完成不了的加工形式,例如加工一些复杂回转体外形的工件。

图为CAK6150型数控车床
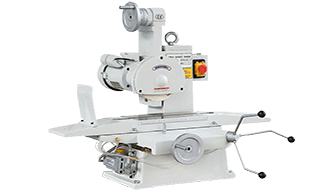
铣床(millingmachine)系主要指用铣刀在工件上加工多种表面的机床。通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。铣削加工方式有逆铣与顺铣。顺铣时,铣刀正向安装,要求主轴电动机正向旋转;逆铣时因加工需要,铣刀需反向安装,同时要求主轴电动机反向旋转。当铣削方向确定后,在铣削加工过程中则不需要改变旋转方向。因此,对主轴电动机的控制要求是在加工之前选择好转向(正向或反向),而后启动加工。铣刀是一种多刃刀具,其切削过程是断续的,负载随时间波动,造成电动机拖动的不平衡,为了减小负载波动的影响,在主轴上采用飞轮以增加惯量,这样又造成主轴在停车时的惯性大,故停车时间较长,影响生产效率。为了实现快速停车的目的,主轴都采用了制动停车方式。
铣削时根据工件的加工要求,有纵向、横向和垂直三个方向的进给运动,由一台电动机拖动。进给运动的方向,是通过操作选择运动方向的手柄与开关,配合进给拖动电动机的正、反转来实现的。为了保证铣床、刀具的安全,在铣削加工时只允许工件作一个方向的进给运动。在使用回转工作台加工时,不允许工件作纵向、横向和垂直方向的进给运动。为此,各向进给运动之间应具有联锁环节。铣削加工中,为了提高停车位置的准确性,也可采用制动方法。

更多资讯
2023-12-29
2023-10-31
2023-10-30
2023-06-28
2023-04-18
2023-03-11







 15653996966
15653996966